Push vs Pull Conveying in Thermoforming Systems
Most discussions about push vs pull systems focus on supply chains or production planning.
But inside a thermoforming packaging machine, the distinction between a push vs pull conveying system is mechanical — and it directly determines whether a line runs smoothly or struggles with defects.
In thermoforming and form-fill-seal (FFS) packaging equipment, conveying defines how packaging film moves through the machine. That motion influences:
- film tension
- forming accuracy
- sealing integrity
- product registration
- overall machine reliability
Get the conveying method wrong and the consequences show up fast: wrinkles, misaligned cuts, seal leaks, and costly material waste.
This guide breaks down Push vs Pull Conveying in Thermoforming Systems, explains the engineering behind each approach, and shows how conveying architecture affects real packaging performance.
By the end, you’ll understand:
- how push and pull conveying systems actually work
- why tension control is critical in thermoforming
- when push systems still make sense
- why pull systems dominate modern high-speed packaging lines
What Is Conveying in a Thermoforming System?
Before comparing a push vs pull system in manufacturing, it’s important to understand what conveying actually means in thermoforming equipment.
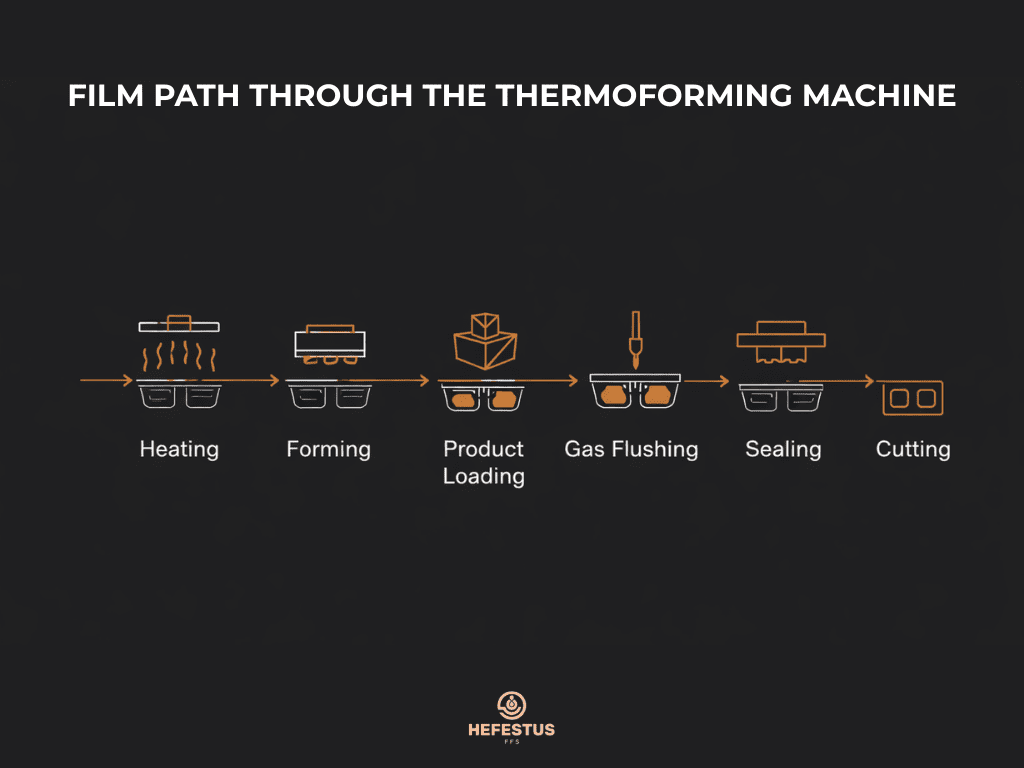
Thermoforming packaging machines operate through intermittent indexing motion. Instead of moving continuously, the packaging film advances in precise steps through multiple stations:
- Heating station – film softens to forming temperature
- Forming station – cavities are molded
- Product loading
- Gas flushing (MAP)
- Sealing station
- Cutting and discharge
Every cycle requires the film to move forward exactly one pitch length. If indexing accuracy drifts even slightly, downstream processes fail.
Core Components of Thermoforming Conveying
Several mechanisms control film movement:
- Lower web indexing
The bottom film web carries the formed cavities and must move precisely through the system. - Upper web alignment
The top film must stay synchronized with the lower web to ensure sealing accuracy. - Chain rails and clamp systems
Chains or grippers hold the film edges and transport it between stations. - Servo drive systems
Modern machines use servo motors to control indexing speed and tension.
The entire process depends on stable film control. Without consistent conveying, thermoforming performance collapses.
That’s why the push vs pull system decision is not a minor mechanical detail — it’s foundational engineering.
Push Conveying in Thermoforming Systems
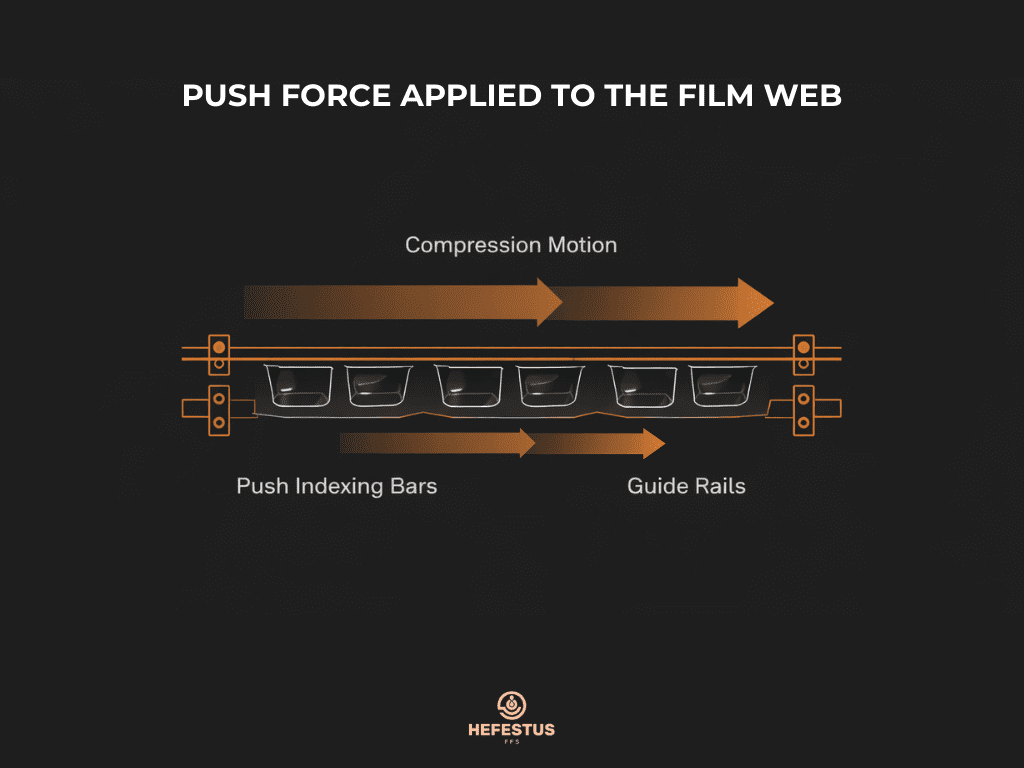
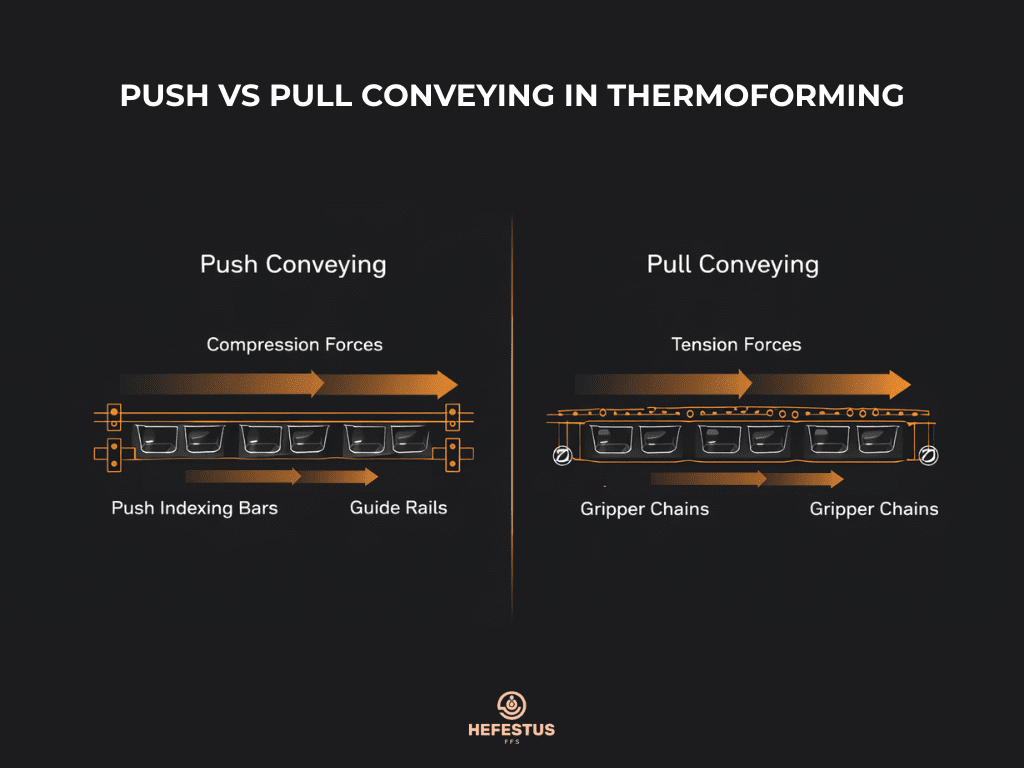
A push system moves film forward by applying force from behind the web path.
Instead of pulling the film through the machine, the system drives it forward using compression-based motion.
This approach was common in earlier thermoforming equipment and still appears in some lower-speed systems.
How Push Conveying Works
In a push configuration, film movement relies on mechanisms located behind the material path.
Typical designs include:
- Indexing push bars
Mechanical push plates advance the film step by step. - Pneumatic indexing systems
Older machines used air-driven actuators to push the web forward. - Mechanical guide rails
Because compression forces can destabilize film, push systems rely heavily on guides to maintain alignment.
The concept resembles pushing a flexible object forward — the force originates behind the material.
In many industrial conveying applications, this compression-driven motion introduces stability challenges.
Engineering Tradeoffs of Push Conveying
Push conveying is not inherently a poor design choice. In certain applications it performs adequately and can simplify machine architecture. However, engineers must account for several mechanical tradeoffs when relying on this approach, especially in systems handling thin films or running at higher speeds.
Because push conveying relies on compressive force to move the web forward, small variations in material behavior or tension can create downstream stability issues. These effects are often manageable, but they must be understood during system design.
1. Web Compression Risk
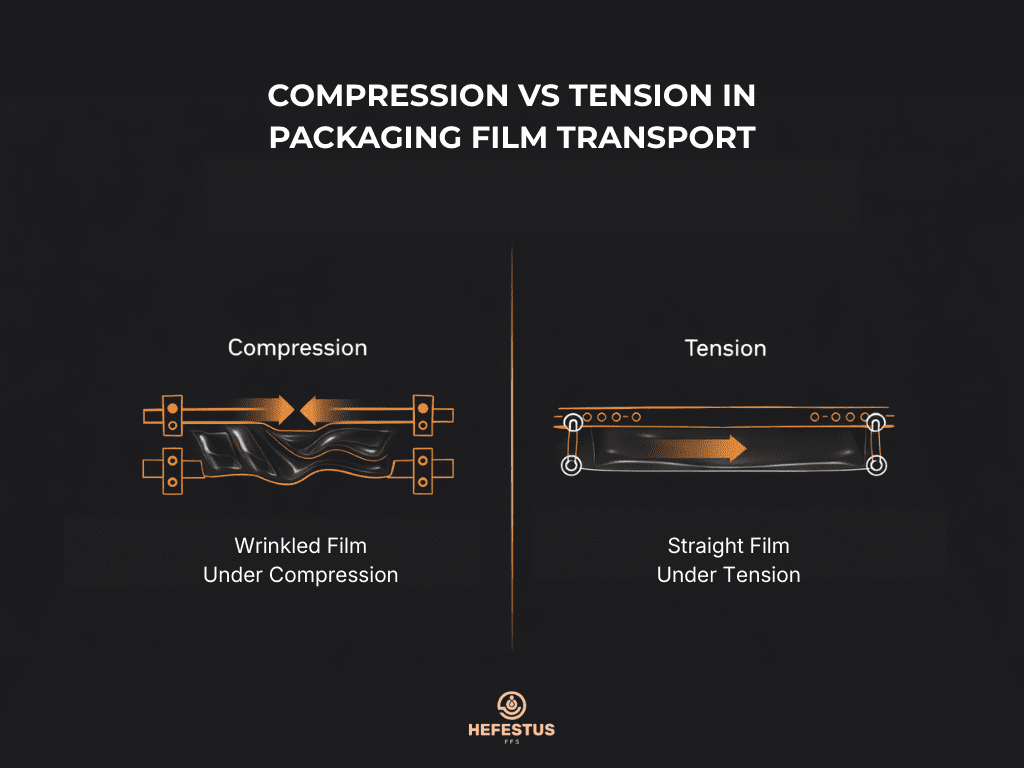
When force is applied from behind the film, the web experiences compression rather than tension. Thin or flexible films can buckle slightly under this pressure.
This can result in issues such as:
- wrinkles forming along the film path
- uneven cavity forming in thermoforming processes
- localized film distortion during transport
These effects are usually minor at lower speeds but can become more pronounced as machine throughput increases.
2. Tension Instability
Push-based conveying systems typically rely on relatively passive tension control. Because the film is being driven forward rather than pulled, maintaining consistent tension across the web can be more challenging.
During indexing cycles, tension can fluctuate slightly, which may affect several aspects of the forming and sealing process. These variations can influence forming consistency, sealing pressure distribution, and registration alignment.
Over long production runs, even small tension variations can accumulate into measurable performance differences.
3. Registration Drift
Over extended operation, push conveying systems may experience small amounts of film drift. Because the web is not actively pulled through the system, minor misalignments can gradually develop.
This drift may lead to:
- sealing areas shifting slightly out of alignment
- cut positions moving relative to printed graphics
- increased material scrap due to inaccurate registration
Modern control systems can often correct these issues, but they still require careful calibration.
4. Speed Limitations
Push conveying generally performs best in applications with moderate operating speeds and stable materials. Systems using rigid films or shorter conveying distances tend to experience fewer stability issues.
As speeds increase, however, compression effects and tension fluctuations become more noticeable. High-speed applications therefore require more precise mechanical design and control strategies.
Push conveying can work effectively — but typically within clearly defined operational limits.
Pull Conveying in Thermoforming Systems
In contrast, a pull system vs push system approach draws the film through the machine using controlled tension.
Instead of pushing from behind, the film is actively pulled forward by driven chains or grippers.
Modern thermoforming systems increasingly rely on this architecture because it stabilizes film movement.
How Pull Conveying Works
Pull conveying systems use controlled gripping and servo-driven indexing.
Common components include:
- Clip chains or gripper chains
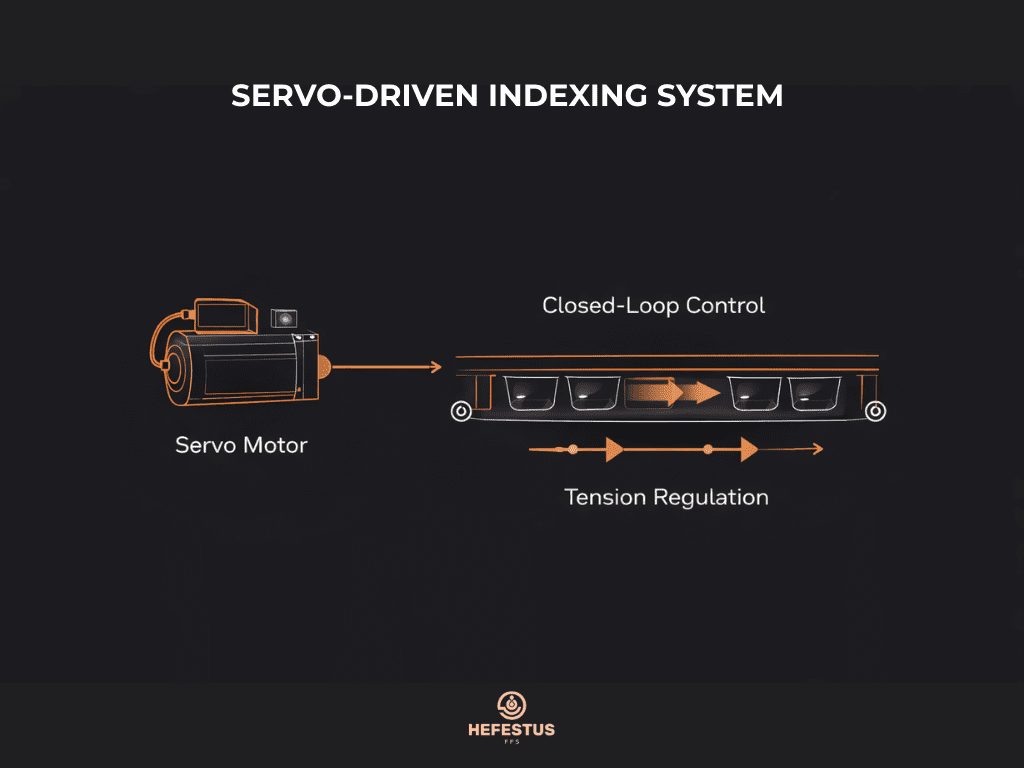
Mechanical clamps grip the film edges and transport it forward. - Servo indexing drives
Servo motors control each movement step with high precision. - Closed-loop tension control
Sensors monitor film tension and adjust drive output in real time.
This design places the web in tension rather than compression.
Tension stabilizes flexible materials and keeps the film straight as it travels through the machine.
Engineering Advantages of Pull Conveying
Pull conveying systems have become the standard architecture in modern thermoforming machines because they maintain stable film tension throughout the production cycle. When the film is pulled forward rather than pushed from behind, the web remains taut and predictable, which dramatically improves process stability.
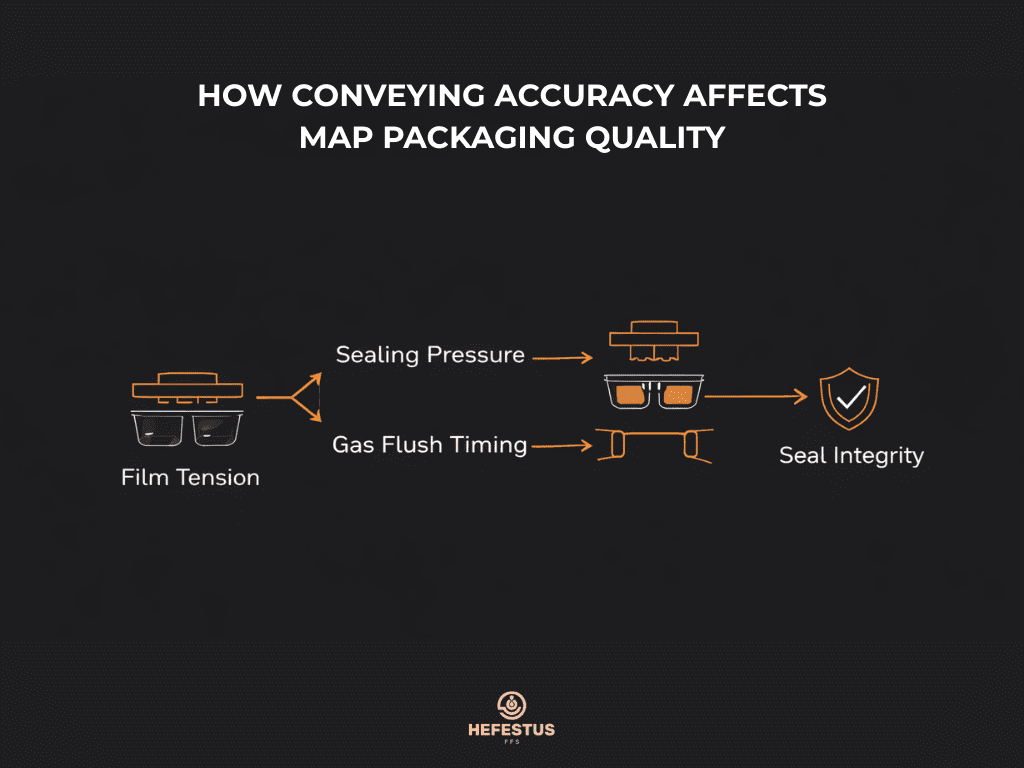
One of the biggest advantages is film precision. Tension stabilizes the web, ensuring that film movement remains consistent between indexing cycles. This directly improves cavity positioning during forming, sealing alignment at the sealing station, and cutting accuracy during final trim operations. In high-volume packaging lines, even minor registration errors can translate into thousands of defective packages per hour.
Another major benefit is registration stability over long production runs. Servo-driven pull systems maintain exact pitch indexing across every cycle. Because the web remains under controlled tension, the risk of gradual registration drift is significantly reduced. This is particularly important in thermoforming lines where packaging graphics, sealing zones, and product cavities must stay perfectly aligned.
Pull conveying also reduces film deformation. Thin flexible films are especially sensitive to compression forces. When pushed, they can wrinkle or buckle. When pulled, they remain straight and stable, which helps maintain consistent cavity shapes and sealing surfaces.
These stability improvements become critical in Modified Atmosphere Packaging (MAP) applications, where sealing accuracy determines product shelf life. Stable conveying ensures:
- consistent seal pressure
- precise gas flush timing
- minimal risk of micro-leaks
Finally, pull systems support high-speed operation. Because tension stabilizes the film path, modern thermoforming machines can reach 100–300 cycles per minute while maintaining alignment and seal integrity.
Push vs Pull Conveying — Key Mechanical Differences
While both push and pull conveying can move film through a thermoforming system, they behave very differently under real production conditions. The comparison below highlights how each approach affects tension control, speed stability, film registration, and overall packaging performance.
| Factor | Push Conveying | Pull Conveying |
|---|---|---|
| Tension Control | Passive | Active servo control |
| Speed Stability | Moderate | High |
| Film Registration | Can drift | Highly accurate |
| Thin Film Handling | Risk of wrinkling | Strong performance |
| High-Speed FFS | Limited | Ideal |
| Registration Consistency | Variable | Stable |
| Seal Reliability | Moderate | High |
The difference between a push vs pull system in manufacturing ultimately comes down to how the film is mechanically stabilized.
Compression introduces instability.
Tension maintains alignment.
Why Conveying Method Matters in MAP and High-Speed Packaging
In thermoforming packaging operations, even small conveying inconsistencies can quickly propagate through the entire production process and disrupt multiple downstream stages. Because film movement directly coordinates several critical machine functions, any instability in indexing or tension can rapidly affect product quality and packaging reliability.
These issues become particularly visible in Modified Atmosphere Packaging (MAP) environments, where the packaging process depends on extremely precise timing and consistent material positioning to maintain product integrity and shelf life.
MAP systems require precise synchronization between several interconnected stages of the thermoforming cycle, including:
- cavity formation
- product loading
- gas flushing
- sealing pressure
- film cutting
Each of these stages must occur at exactly the right moment in relation to the film’s position within the machine.
Even relatively small variations in film tension or indexing accuracy can interrupt this sequence, causing minor mechanical deviations that quickly translate into packaging defects or inconsistent product quality.
Consequences of Poor Conveying Control
When conveying stability begins to break down, manufacturers often start seeing a series of performance issues that affect both packaging quality and production efficiency.
- Seal defects
Uneven film tension can lead to inconsistent sealing pressure across the package surface, increasing the risk of weak seals or incomplete bonding. - Micro-leaks in MAP trays
When sealing integrity is compromised, protective gases may slowly escape from the package, significantly reducing the intended shelf life of the product. - Misaligned sealing areas
Registration errors caused by unstable indexing can shift the sealing zone, resulting in improperly sealed packages or scrap material. - Increased material waste
When indexing accuracy deteriorates, operators often have to discard sections of packaging film that fall outside acceptable alignment tolerances.
Research in packaging engineering consistently shows that film tension variation is one of the most common root causes of sealing defects in thermoforming systems.
For food manufacturers operating high-volume MAP lines, this instability ultimately translates into measurable production losses, increased material waste, and potential quality risks that can affect both product safety and brand reputation.
Intermittent Motion and Film Indexing Precision
Thermoforming packaging equipment relies on intermittent motion, meaning the packaging film advances forward in carefully measured steps rather than moving continuously through the machine. Each indexing movement must align precisely with the machine’s forming, filling, sealing, and cutting operations, ensuring that every stage of the cycle occurs at exactly the correct film position.
Step Motion vs Continuous Motion
Most thermoforming packaging systems operate using step motion, where the film moves forward in defined increments and pauses briefly while key processes take place. During these pauses, stations perform critical operations such as cavity forming, product loading, gas flushing, and sealing. This controlled stop-and-go motion allows the system to maintain extremely precise forming and sealing conditions.
By contrast, continuous motion systems move film constantly through the machine. While this approach is common in some packaging technologies, it is less frequently used in thermoforming equipment because it offers less control over forming precision and sealing timing.
In step-based thermoforming machines, the accuracy of the conveying system ultimately determines the stability and reliability of the entire production process.
Servo Synchronization
Modern thermoforming machines rely on servo-driven indexing systems to synchronize film movement with the rest of the packaging cycle. Servo drives allow engineers to precisely control motion profiles, manage acceleration and deceleration during indexing, and maintain consistent cycle timing across long production runs.
This level of control enables high-speed packaging lines to maintain stable film tension and accurate positioning even when machines operate under demanding workloads.
Impact on Forming Accuracy
Accurate film indexing is essential for maintaining forming precision throughout the thermoforming process. When the heated film reaches the forming station at the correct position, cavities can be shaped consistently and sealing zones remain perfectly aligned.
If indexing accuracy begins to drift, several problems may occur, including incomplete cavity formation, uneven wall thickness in the packaging material, or distorted package shapes that fail to meet quality standards. For this reason, conveying accuracy becomes a critical factor in maintaining consistent product quality across high-speed thermoforming operations.
Choosing the Right Conveying Approach for Your Operation
Selecting between a push vs pull system ultimately depends on the specific operational requirements of your packaging line, including production speed, film characteristics, and the precision required for sealing and forming. While both approaches can perform effectively under the right conditions, understanding their mechanical behavior and limitations is essential for achieving reliable long-term performance.
When Push Conveying May Be Appropriate
Push conveying can perform well in certain environments where operating conditions place fewer demands on film stability and indexing precision. This approach is often used in lower-speed packaging lines, particularly when working with thicker or more rigid film materials that are less susceptible to buckling or deformation during compression-based movement.
Push systems can also be suitable for cost-sensitive installations or shorter conveying distances, where the mechanical simplicity of the design may offer practical advantages. Many older thermoforming machine designs rely on push mechanisms and continue to operate successfully in applications where production speeds remain moderate.
However, as machine speeds increase and film materials become thinner and more flexible, the performance margin for push conveying tends to narrow. In these situations, maintaining consistent film alignment and tension becomes more challenging.
When Pull Conveying Is the Better Choice
Pull conveying becomes the preferred solution when packaging operations require higher levels of precision, stability, and speed. In these environments, maintaining consistent film tension is essential for keeping forming cavities, sealing zones, and cutting positions perfectly aligned throughout long production runs.
This is particularly important in high-speed form-fill-seal (FFS) production, where machines may operate between 100 and 300 units per minute while handling thin flexible films. Applications involving Modified Atmosphere Packaging (MAP) or strict quality-control requirements also benefit significantly from the improved stability provided by pull conveying systems.
Because pull systems actively manage film tension during indexing, they are better suited for longer machine layouts and demanding production environments. For this reason, most modern thermoforming systems rely on tension-controlled pull conveying to deliver the consistent film transport needed for stable, high-performance packaging operations.
Final Thoughts: Conveying Is Not a Detail — It’s a System Architecture Decision
In thermoforming equipment, conveying determines far more than how packaging film moves through the machine. It directly influences production speed, product quality, material efficiency, sealing integrity, and overall system reliability across the entire packaging process.
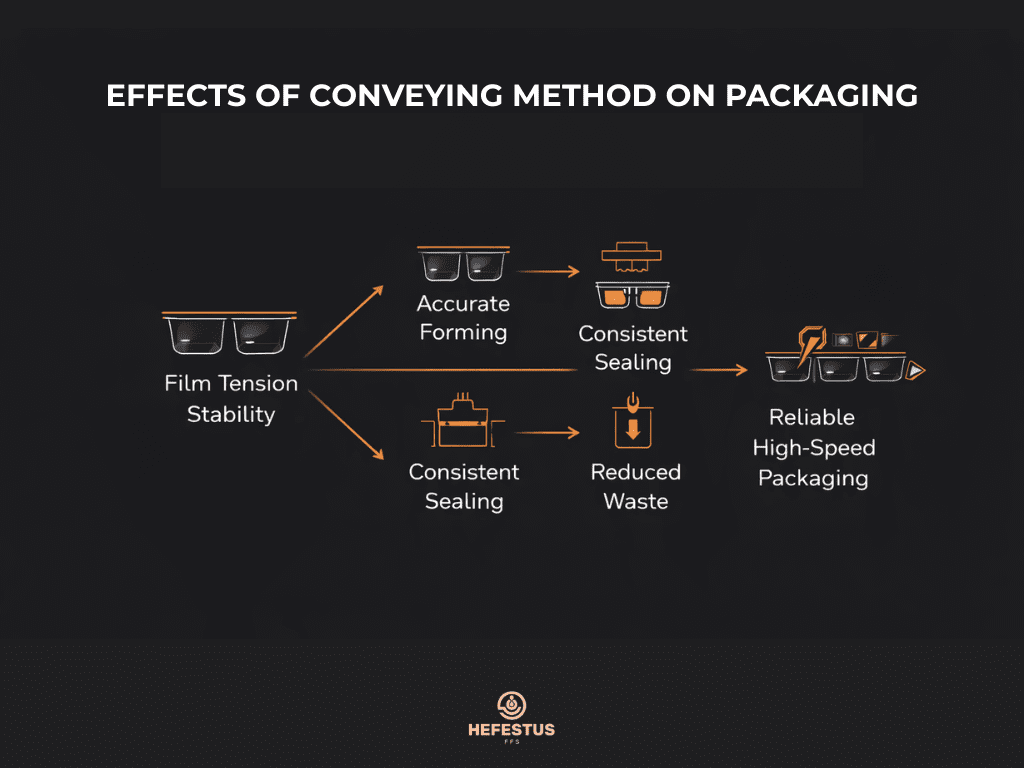
While the difference between a push vs pull system in manufacturing may appear subtle at first glance, in practice it defines the performance envelope of the machine. Film tension stability affects everything from cavity formation and registration accuracy to seal consistency and long-term production reliability.
Understanding the engineering principles behind Push vs Pull Conveying in Thermoforming Systems helps manufacturers make better decisions when designing or upgrading packaging lines. The way film is transported through the machine ultimately determines how consistently the system performs under real production conditions.
Push systems can remain effective in certain environments, particularly in slower operations or when handling thicker materials. However, as packaging lines become faster and film materials become thinner and more flexible, maintaining stable tension becomes increasingly critical.
For this reason, most modern thermoforming equipment relies on pull conveying architectures, where controlled tension keeps the film aligned and stable throughout the entire packaging cycle.
Recognizing the role of Push vs Pull Conveying in Thermoforming Systems allows manufacturers to design packaging lines that operate reliably, minimize material waste, and maintain consistent sealing performance even under demanding production conditions.If you found this guide useful, consider sharing it with your engineering team or exploring additional thermoforming insights from Hefestus.