How to Design an Automated Packaging Line (Based on Architecture, Bottlenecks, and Failure Propagation)
Most automated packaging lines look impressive on paper.
High speeds. Advanced machinery. Fully automated workflows.
Yet many of them fail to achieve the production output they were designed for.
In fact, manufacturing studies consistently show that packaging and production systems lose roughly 8-12% of potential output due to unplanned downtime and micro-stoppages, even in modern automated facilities. Much of this loss isn’t caused by broken machines – it comes from systemic issues in how the line was designed and integrated.
The uncomfortable truth is that packaging systems rarely fail because of machines. They fail because of design decisions made long before installation.
A packaging line is not a collection of equipment – it’s a system architecture. And once that architecture is built, most problems are extremely expensive to fix.
This guide explains how to design an automated packaging line the way experienced process engineers actually approach it: by understanding architecture, mapping bottlenecks, and designing systems that contain failures rather than collapse under them.
If you’re planning a new line or upgrading an existing one, the insights below will help you avoid the design mistakes that quietly destroy production performance.
1. Why Most Automated Packaging Lines Fail After Installation
A common scenario in manufacturing looks like this:
The line hits its nameplate speed during testing, yet daily production numbers fall far below expectations.
This happens across industries—from food packaging to consumer goods and industrial materials.
One reason is that real production rarely matches theoretical performance. Industry benchmarks show that packaging lines typically operate at an overall equipment effectiveness (OEE) of around 55-65%, even in modern automated facilities. This means a significant portion of potential production capacity is lost due to downtime, minor stops, and operational inefficiencies.
Why does this happen?
Most automated packaging lines fail because automation failures are rarely mechanical failures. They are systemic failures.
Most underperforming packaging lines suffer from three hidden design issues.
Architectural Mismatch
The chosen packaging technology does not match the operational reality of the product, throughput requirements, or plant conditions.
For example:
- selecting a discrete system for products requiring continuous flow
- installing high-speed equipment in a line with low-speed downstream processes
The result is constant interruptions and unstable operation.
Unplanned Bottlenecks
Designers often assume that the slowest machine defines the line speed.
In reality, bottlenecks often appear in unexpected places such as material handling, sealing time, inspection logic, or changeovers.
Failure Propagation
This is the least understood problem.
A minor fault in one station can cascade through the entire system, eventually forcing a full line stop.
Examples include:
- minor seal contamination triggering reject accumulation
- inconsistent infeed timing causing indexing drift
- labeling errors forcing downstream shutdowns
The key insight:
The most important design decisions happen before a single machine is installed.
2. Start With Architecture, Not Machines
Most companies begin designing automated packaging lines by comparing machines.
That approach feels logical—but it’s usually the wrong starting point.
Machine specifications alone rarely determine real production performance. Two machines with identical technical specs can perform very differently once they are placed inside a full production line.
What ultimately matters far more is the architecture of the entire packaging system.
The architecture of a packaging line determines how the system behaves under real operating conditions, not just during controlled tests. It defines:
- the maximum achievable throughput of the line
- how the system behaves during downtime or disruptions
- how failures or interruptions propagate across the system
- how easily the line can scale or expand in the future
Once the architectural foundation is set, most performance characteristics of the packaging line are effectively locked in.
Across modern automated packaging systems, two major architectural approaches dominate.
Discrete Packaging Architectures
Discrete packaging systems operate through indexed steps or cycles.
In these systems, the line pauses briefly while a specific operation is performed, then indexes forward to the next position where the following operation takes place. This stop-and-move pattern repeats continuously as products move through the machine.
Examples of discrete packaging technologies include:
- rotary cup fill & seal systems
- indexed tray sealing machines
- rotary fillers
In these architectures, products are processed in clearly separated cycles. Each station performs its task while the machine is stopped, which allows for precise control of operations such as filling, sealing, or labeling.
Continuous Packaging Architectures
Continuous packaging systems follow a fundamentally different operational philosophy.
Instead of stopping and indexing between operations, these systems maintain constant motion throughout the packaging process. Packaging actions occur while the product continues moving through the machine.
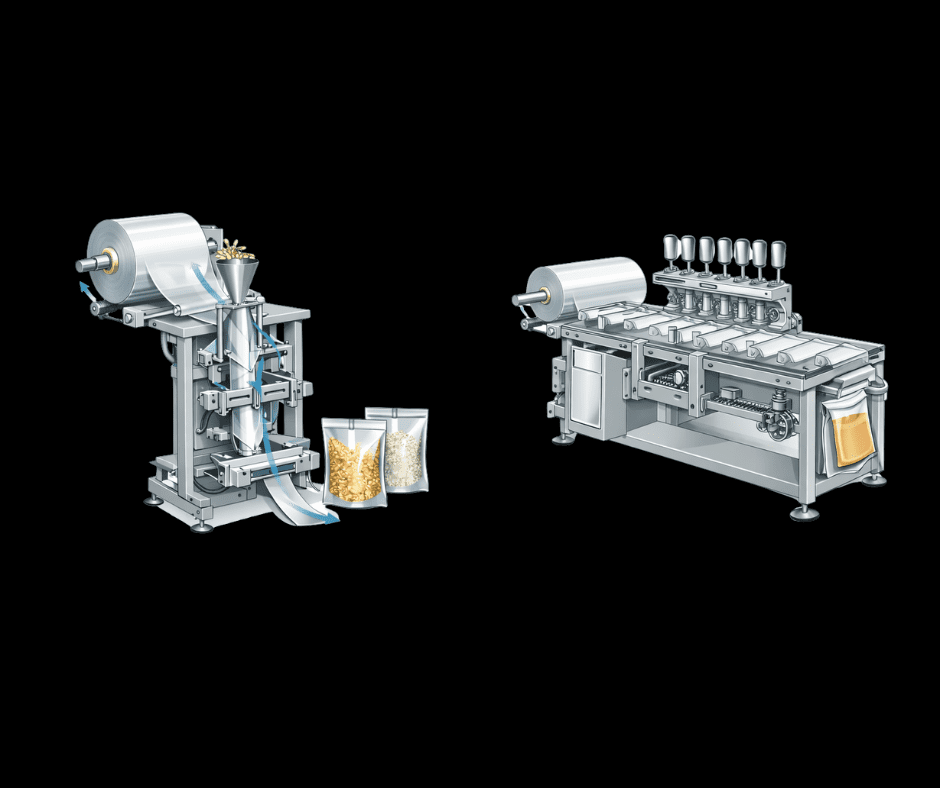
Common examples of continuous packaging architectures include:
- thermoforming form-fill-seal (FFS) systems
- continuous flow wrapping lines
Because motion is distributed across the entire system rather than concentrated in individual cycles, continuous architectures can create a more stable production flow and often support more consistent throughput under real manufacturing conditions.
This difference in motion philosophy becomes particularly important when the line experiences disruptions, micro-stoppages, or variations in product flow.

3. Discrete vs Continuous Packaging Lines (What Actually Changes)
One of the most common misconceptions about packaging technology is the belief that one system is simply “faster” than the other.
In reality, speed is not the defining difference between packaging architectures.
Many discrete and continuous systems can reach similar theoretical throughput levels under ideal conditions. The real distinction becomes visible when the line operates in real-world manufacturing environments.
What actually changes is how the packaging line behaves when something goes wrong.
Production disturbances are unavoidable in any packaging operation. Minor interruptions, operator interventions, product variability, and sanitation procedures all influence how efficiently a line runs over time. The architecture of the packaging system determines how well the line absorbs these disruptions and how quickly it can recover from them.
How Discrete Systems Operate
Discrete packaging machines operate through a repeating indexed cycle.
During this process, the machine performs a sequence of actions that repeat continuously throughout production. A typical cycle looks like this:
- the machine stops
- an operation is performed (such as filling or sealing)
- the system indexes forward to the next position
- the machine stops again for the next operation
This cycle repeats for every package moving through the system.
Because each operation takes place while the machine is stationary, discrete systems allow for very precise control over individual packaging steps. This can be advantageous when accuracy or process control is critical.
However, the stop-and-start nature of this architecture also means that interruptions affect the entire system immediately.
When a fault occurs, the machine typically must stop completely, reset the cycle, and then restart before production can continue. Even small disturbances can therefore interrupt the entire packaging process.
How Continuous Systems Operate
Continuous packaging systems follow a fundamentally different operational model.
Instead of stopping between operations, these systems maintain constant motion throughout the packaging process.
Packaging operations such as forming, filling, sealing, or labeling occur while the product continues moving through the machine. This allows the production flow to remain uninterrupted during normal operation.
Because movement is distributed across the system rather than concentrated into individual stop cycles, continuous architectures tend to spread operational risk across motion instead of concentrating it in discrete points.
This design often allows the system to maintain more stable throughput under real production conditions.
What Happens During Real Production Events
The real difference between discrete and continuous architectures becomes clear during everyday production disturbances.
Manufacturing environments regularly encounter events such as:
- micro-stoppages
- sanitation cycles
- material inconsistencies
- operator interventions
The way each architecture reacts to these disturbances can significantly influence total daily output.
| Event | Discrete System | Continuous System |
| Micro-stops | Entire cycle interrupted | Often absorbed by motion |
| Sanitation events | Full stop and restart | More gradual restart |
| Material variability | Can disrupt indexing | More forgiving |
| Operator intervention | Immediate halt | Sometimes localized |
These differences illustrate an important operational insight.
The most important factor is not the theoretical speed of the system, but how quickly and smoothly the line can recover when disruptions occur.
In other words, recovery behavior matters more than theoretical speed.
4. Bottlenecks Are Not Where You Think They Are
When packaging lines fail to meet their expected output, the most common reaction is straightforward.
Someone looks at the system and concludes:
“Let’s increase the speed of the slowest machine.”
At first glance, that solution seems logical. If one piece of equipment is slower than the rest of the line, speeding it up should increase total throughput.
Unfortunately, in many cases this approach actually makes the problem worse.
The reason is simple: the true bottleneck in a packaging line is rarely as obvious as it appears. In complex automated systems, constraints often exist in places that are easy to overlook during the design phase.
These hidden bottlenecks quietly limit production capacity and prevent the line from reaching its theoretical performance.
Several parts of a packaging system commonly become hidden constraints.
Denesting Systems
Denesting equipment is responsible for separating individual containers—such as cups, trays, or other packaging formats—from stacked bundles and feeding them into the line.
Because this process occurs early in the packaging flow, even small inconsistencies in denesting speed or reliability can quickly limit the overall throughput of the entire system.
If containers cannot be delivered consistently to downstream equipment, the rest of the line is forced to wait.
Sealing Dwell Time
Sealing processes often require a specific dwell time to ensure proper package integrity.
For many products—particularly those requiring extended shelf life—heat sealing or pressure sealing must remain engaged long enough to create a reliable barrier.
While this step may appear minor in system diagrams, it can quietly become one of the most significant constraints on packaging speed.
Inspection and Reject Logic
Modern packaging lines frequently rely on machine vision systems and automated reject mechanisms to ensure quality control.
These systems inspect packages for defects, incorrect labeling, or sealing issues.
However, inspection processes introduce additional decision points into the production flow. If reject handling systems are not properly designed, they can slow throughput far more than expected and create intermittent interruptions in the line.
Changeovers
Product changeovers are another major—but often underestimated—source of lost output.
Whenever a packaging line switches between products, formats, or packaging sizes, the system must stop while operators adjust tooling, replace format parts, or perform cleaning and sanitation procedures.
In facilities that run multiple SKUs, frequent changeovers can dramatically reduce daily production capacity even when machines operate at high speeds during active runs.
Why Speeding Up Upstream Machines Can Reduce Output
One of the most counterintuitive realities of packaging line design is that increasing speed in one part of the system can actually reduce overall output.
When upstream machines operate faster than downstream processes can handle, several problems begin to appear:
- accumulation zones begin to overflow
- emergency stop conditions are triggered
- product flow becomes unstable
Instead of increasing throughput, the system experiences frequent interruptions and reduced operational stability.
The result is lower overall efficiency across the entire packaging line.
The most effective solution is not simply increasing machine speed.
Instead, successful packaging systems are designed using bottleneck mapping during the design stage, allowing engineers to identify constraints and balance system performance before the line is installed.
5. Failure Propagation: The Part No One Designs For
One of the most overlooked factors in packaging line design is failure propagation.
Failure propagation describes how small problems spread through a packaging system and eventually affect the entire line. Many automated packaging systems are designed under the assumption that every station will operate perfectly. In reality, production environments are far less predictable.
Minor disturbances happen constantly during real manufacturing operations. When systems are not designed to handle them, those small faults can quickly cascade through the line and cause much larger disruptions.

How Failure Cascades Through a Line
Even a minor issue in one station can escalate into a full line shutdown.
Example 1:
Seal contamination
→ product rejection
→ reject accumulation
→ upstream starvation
→ full line shutdown
Example 2:
Inconsistent infeed timing
→ indexing misalignment
→ missed seals
→ reject spikes
→ emergency stops
Example 3:
Labeling fault
→ unreadable barcodes
→ downstream sorting failure
→ product accumulation
→ system halt
The best packaging lines do not eliminate failures.
They contain them.
Containment strategies include:
- localized reject handling
- buffer zones
- intelligent accumulation
- adaptive machine controls
This is where experienced system designers separate reliable lines from fragile ones.
6. Choosing the Right Packaging Architecture by Product Reality
The most effective packaging architecture is not chosen based on machine speed or brand preference—it is determined by the physical characteristics of the product being packaged.
Different products behave differently during filling, sealing, and handling. As a result, the packaging system must be designed to accommodate those specific behaviors rather than forcing the product to adapt to the machine.
Several product-related factors play a critical role when selecting the right packaging architecture.
Product Type
Different types of products require different packaging behaviors and equipment designs.
For example, packaging systems must handle products such as:
- liquids
- viscous foods
- powders
- particulate materials
- fragile items
Each of these products flows, settles, and reacts differently during the packaging process, which directly influences the type of equipment and architecture that will perform best.
Fill Accuracy Sensitivity
Some products require extremely precise filling to meet regulatory, cost, or quality standards.
Even small variations in fill levels can affect product compliance, reduce shelf life, or increase material waste. In these cases, packaging systems must be capable of maintaining very consistent dosing and filling accuracy.
Foaming or Splashing
Certain liquids tend to foam or splash during filling operations. When this happens, specialized filling technology and process control are often required to maintain speed while preventing product loss or contamination.
Sealing Requirements
Products that require extended shelf life often demand highly reliable sealing conditions.
Packaging systems must be able to apply consistent pressure, temperature, and dwell time to ensure proper package integrity and long-term product protection.
Architecture Considerations
Because product characteristics vary so widely, some packaging architectures perform better under specific conditions.
For example:
- Thermoforming form-fill-seal (FFS) systems often perform well in continuous, high-volume production environments.
- Rotary cup fill & seal systems can provide precise control for smaller batches or products requiring tighter filling control.
Entry-level packaging systems may perform adequately during early production stages, but they can quickly become operational constraints as production volumes increase.
7. Designing for Changeovers, Not Just Throughput
Most packaging equipment is sold based on maximum speed.
But daily production output is usually determined by something else:
changeovers.
When lines frequently switch products, formats, or package sizes, changeover time becomes the dominant performance factor.
Key changeover considerations include:
- tooling replacement
- sanitation or cleaning requirements
- format adjustments for different package sizes
- operator setup and calibration procedures
A system optimized purely for speed may perform poorly when changeovers are frequent.
Flexibility always introduces tradeoffs.
More adjustable equipment can increase complexity and reduce operational stability.
The real design challenge is deciding where flexibility belongs in the line.
8. Infeed, Outfeed, and the Myth of “Simple Integration”
When packaging lines experience frequent downtime, the filler or primary packaging machine is often blamed first.
In reality, packaging systems rarely fail at the filler itself.
They usually fail at the integration points between machines.
Infeed and outfeed systems are often treated as simple conveyor sections during the design process. However, these systems play a critical role in maintaining consistent product flow and overall line stability.
Poor infeed design leads to:
- inconsistent product flow entering the machine
- product jams or misalignment
- timing errors that disrupt machine cycles
Outfeed design affects:
- palletizing efficiency
- accumulation behavior
- integration with downstream logistics or warehousing systems
If products cannot leave the packaging system smoothly, the upstream equipment will eventually be forced to slow down or stop.
Accumulation systems are often installed to help absorb short disruptions in the line and prevent immediate shutdowns.
While this can improve short-term stability, excessive accumulation sometimes masks deeper system problems rather than solving them.
Effective packaging line design focuses on clean integration between machines, ensuring that disruptions do not multiply and spread across the system.

9. Designing a Line That Can Actually Scale
Most packaging lines eventually need to increase capacity.
Scaling production can happen in two main ways.
Scaling by Speed
Increasing machine speeds is the most obvious solution.
However, many systems reach stability limits long before theoretical speed limits.
Scaling by Parallelization
Adding additional lanes or machines is often more reliable.
Examples include:
- single-lane → dual-lane systems
- dual-lane → quad-lane configurations
But multi-lane systems introduce complexity.
Poorly designed scaling strategies can create synchronization issues.
Many “future-proof” packaging systems turn out to be difficult to expand because architecture decisions locked them into rigid designs.
True scalability requires designing optionality into the system from the start.
10. A Practical Design Checklist (Before You Talk to Vendors)
Before selecting equipment vendors, companies should take time to evaluate several critical factors internally. Many packaging projects run into problems because key operational realities were never properly modeled before equipment was purchased.
One of the most important steps is understanding how the line will behave under real production conditions. This includes analyzing product flow variability, sanitation cycles, changeover frequency, and possible downtime scenarios. These variables often determine whether a packaging line will operate smoothly or experience constant interruptions.
It is equally important to request meaningful data from equipment vendors. Instead of focusing only on maximum speed claims, companies should ask for realistic throughput data, information about cycle recovery behavior, expected maintenance requirements, and validated changeover times. These details provide a much clearer picture of how the equipment will perform in daily operations.
Testing also plays a critical role during Factory Acceptance Testing (FAT) and Site Acceptance Testing (SAT). These tests should simulate real operating conditions as closely as possible. That means evaluating how the system reacts to product variability, how operators interact with the machines, how quickly the system recovers from micro-stoppages, and how reject handling works under pressure.
Finally, several common assumptions should always be challenged before committing to a system:
- maximum speed claims
- theoretical throughput estimates
- “simple” integration promises
- maintenance expectations
A packaging line that performs well under ideal testing conditions may behave very differently in a real production environment. For this reason, design validation should always reflect the realities of daily operations rather than perfect laboratory conditions.

Conclusion
Understanding how to design an automated packaging line is not about choosing the fastest machines or the most advanced technology. It’s about designing a system that performs reliably under real production conditions.
Successful packaging lines are built around strong architecture, balanced process flow, and realistic expectations of how equipment behaves during everyday disruptions. Bottlenecks, integration points, and recovery behavior ultimately determine how much output a line can sustain—not the maximum speed listed in a machine brochure.
When companies focus on system design early—before equipment is purchased—they can prevent many of the operational problems that appear after installation. By considering architecture, bottlenecks, and failure containment from the beginning, manufacturers can design packaging lines that maintain stable throughput and adapt more easily as production needs grow.
In the end, learning how to design an automated packaging line effectively means designing for the realities of production, not just the promises of nameplate speed.